|
|
|
|
 |
 |
 |
 |
| Iniziamo col tagliare una coppia (per prudenza) della piastra
d'oscillazione ed una spalla di sostegno. |
 |
 |
 |
 |
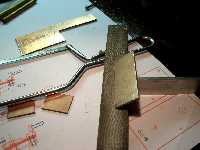
| Il progetto è in scala 1:1 quindi se i pezzi tagliati
sono precisi devono poter essere sovrapposti al progetto. Si segnano sulla
vetronite le quote dei fori che verrano praticati e si taglia la L in alluminio
del basamento. |
 |
 |
 |
 |
| Tutti i fori vengono eseguiti con un mandrino a mano e
punta da 1 mm di diametro per ridurre la possibilità di errore.
In seguito alcuni vengono allargati portandoli alle dimensioni del progetto.
Da notare come la spalla si appoggi all'interno della L in alluminio e
lì venga forata. |
 |
 |
 |
 |
| Due identiche L vengono contemporaneamente poste in morsa
e forate per essere certi del corretto allineamento dei fori, quindi bloccate
provvisoriamente con corte viti di 3 mm di diametro. Proprio da una di
queste viti deriverà la manovella. La testa della vite viene spianata
ed il filetto abraso. Uno dei supporti ad L presenta 1 foro centrale
per il fissaggio a terra. Si tratta di una soluzione che verrà in
seguito abbandonata, per il fissaggio a terra praticate due fori. |
 |
 |
 |
 |
| La sequenza sovrastante indica la costruzione del piccolo
volano su cui vengono saldati l'albero motore e la manovella per la biella.
Anche questo pezzo è eseguito in vetronite. Praticati due fori del
diametro di 1 mm, alla giusta distanza (come da progetto), vengono in seguito
allargati, quello dell'albero motore viene portato a 3 mm di diametro,
quello della manovella a 2 mm di diametro. Questo pezzo si può facilmente
eseguire senza tornio, semplicemente avvitando al centro una vite, bloccandola
con un dado e fissando questa al mandrino di un trapano. La vetronite si
lavora facilmente ed ha il vantaggio di potersi saldare con facilità.
Nella seconda fotografia si nota la vetronite che è stata stagnata
(deve essere ben pulita e non ossidata), come stagnate sono le teste delle
viti dell'albero motore e della manovella. Si usa un saldatore par circuiti
elettronici, anche di bassa potenza ed un filo di stagno, sempre per circuiti
elettronici, che ha un'anima di pasta per saldature. Per prima si salda
la manovella, quindi, usando dei distanziatori, l'albero motore. |
 |
Nelle immagini precedenti si vede come si salda la manovella.
Questa presenta una testa che appoggia ed è saldata sul piccolo
volano in vetronite. Saldando ora l'albero motore sull'altra faccia della
vetronite (vetronite ramata su entrambe le superfici, biramata) si deve
tenere conto della sporgenza della testa della manovella per ottenere una
giusta posizione dell'albero motore. Si usa quindi una rondella spessa
come la testa della manovella (rondella sporgente nella prima foto) quindi
la si tiene ferma con una rondella più grossa attraversata dall'albero
motore e bloccata inferiormente con un dado. Dopo aver verificato che l'albero
motore sia ortogonale al piccolo volano si salda la testa della vite dell'albero
motore inglobando anche nella saldatura la prima parte della manovella |
 |
 |
 |
Si intravede il volano del motore. Questo è stato, per pigrizia,
realizzato al tornio, ma si può utilizzare, adattandola, una carrucola
su cui passa la corda per stendere i panni ad asciugare. |
| Dopo aver sovrapposto ed allineato i fori della spalla
del motore e della piastra oscillante li si allargano portandoli
al diametro di 3 mm. La testa della vite della piastra oscillante
è stata spianata e nella piastra oscillante è stato creato
un alloggio per la testa che dovrà essere non sporgente. Per creare
tale alloggio si è usata una punta da trapano (diametro 5,5 mm)
che prima è stata segata, quindi si è utilizzata solo la
parte che si avvita sul mandrino del trapano creando in punta uno scalino
del diametro interno di 3 mm. |
 |
 |
 |
 |
Vite, cilindro e piastra oscillante devono essere saldati
assieme in un sol tempo. Bisogna prima stagnare separatamente la base del
cilindro, la testa della vite e la piastra. Si blocca la vite alla piastra
con un dado e si creano due mollette di filo d'acciaio per tenere in posizione
il cilindro, si salda quindi prima un lato poi l'altro aiutandosi con una
pinza che tenga inclinato il pezzo sì da facilitarne la corretta
saldatura.
Il cilindro è ottenuto da un tubo di ottone avente diametro
interno di 6 mm., esterno di 7 mm. (il diametro esterno può essere
anche di 8 mm, dipende da quel che trovate in commercio. |
 |
 |
 |
 |
Una volta saldato il pezzo si verifica che questo combaci
perfettamente alla spalla, eventualmente si ripassa con carta vetrata sottilissima.
Iniziamo la costruzione della biella. Questa si compone di un tubo
di ottone del diametro esterno di 2 mm. diametro interno 1 mm, ed è
lo stesso tipo di tubo che useremo per le condotte in entrata ed uscita
del vapore. Nell'ultima foto si nota anche un tondino d'acciaio che vi
viene infilato dentro, ma che può essere omesso viste le esigue
forze in gioco. Le due foto a seguire mostrano come venga infilato a piccoli
colpi di martello. |
 |
 |
 |
 |
| Che abbiate o no infilato il tondino di acciaio è
ora il momento di inserire i distanziatori-bronzine. L'operazione viene
eseguita solo ora poiché avrete avuto, in questo tempo, già
modo di verificare che gli allineamenti siano stati corretti. Se così
non fosse la saldatura di questi pezzi potrà rimediare a qualche
piccolo difetto. Allarghiamo quindi i fori a mano, controllando che i distanziatori-bronzine
vi entrino sforzando un po' in modo da restare nella giusta posizione durante
la saldatura. |
 |
 |
 |
 |
Per migliorare l'allineamento dei distanziatori-bronzine
dell'albero motore queste vengono attraversate e quindi automaticamente
allineate, da un tondino del diametro di 3 mm. Prima di completare
il gruppo pistone-biella bisogna praticare il foro di travaso che attraversa
la piastra oscillante ed il cilindro. Bisogna usare una punta da 1 mm ben
affilata e non esercitare una grande pressione durante la foratura. La
posizione del foro deve essere centrata rispetto al cilindro. Il cilindro
dovrebbe essere perfettamente al centro della piastra oscillante. Se vi
fosse qualche piccola discrepanza voi forate tenendo quale riferimento
(anche solo a vista) il centro del cilindro.
Vi consiglio di fare un click
qui per rinfrescarvi l'immagine di progetto. |
 |
 |
 |
 |
| A partire da un tondino del diametro di 6 mm si ricavano
il pistone ed il tappo di chiusura del cilindro. Il pistone presenta al
centro un foro non passante ove si infila l'asta della biella. La porzione
della biella che si inserisce sulla manovella si crea da un foglio di ottone
dello spessore di 3 decimi di mm. ove viene prima praticato un foro da
2 mm. Si taglia con una forbice e si smussa con una lima. Infilate la sola
asta della biella nel foro del cilindro e saldatela ( magari sul fornello
del gas se il vostro saldatore scalda poco) non prima di aver verificato
sul progetto l'esatta sporgenza dell'asta della biella. Non saldate ora
il lamierino forato. |
 |
 |
 |
 |
| Con il lamierino incastrato nella feritoia dell'asta della
biella ed infilato nella manovella, portate il pistone in alto, al punto
morto superiore. Il pistone deve trovarsi 3 o 5 decimi di mm. al di sotto
del foro di travaso. Una volta determinata questa posizione (regolandola
inserendo di più o di meno il lamierino nella sua feritoia) potrete
procedere alla saldatura con il solito saldatore elettrico. Rimontato il
tutto, girando l'albero motore, otterremo l'oscillazione del cilindro.
Valutate il punto di massima oscillazione verso sinistra, introducete uno
spillo ricurvo nel travaso del cilindro e segnate questa posizione. Eseguite
un'oscillazione nell'altro senso e segnate l'altro punto di massima oscillazione.
Queste sono le posizioni esatte ove praticare i fori delle luci di entrata-uscita
del vapore sulla spalla (ingrandisci ed osserva la prima foto qui sotto). |
 |
 |
 |
 |
| E' pur vero che la posizione dei travasi è indicata
sul progetto, ma questo è il modo più preciso di procedere
poiché piccoli errori sono inevitabili. Sempre a mano e con una
punta del diametro di 1 mm pratichiamo i due fori di travaso quindi rimontiamo
il gruppo cilindro-biella e verifichiamo che i travasi siano aperti in
massima oscillazione. Con una punta da 1,5 mm allarghiamo sia i travasi
di entrata-uscita del vapore sia il foro del travaso del cilindro. In tale
modo piccole discrepanze di allineamento saranno rettificate. |
 |
 |
 |
 |
| Usiamo un tubo di diametro esterno 2 mm ed interno 1 mm
per costruire i collettori di entrata ed uscita del vapore che si raccorderanno
al tubo proveniente dalla caldaia ed al tubo di scarico. Per rendere più
affidabile la tenuta ai tubi si creano due olive lunghe 5 mm del
diametro interno di 2 mm ed esterno di 3 mm che vengono saldate.
Un collettore viene piegato a L. I travasi della spalla, che avevano
diametro di 1,5 mm vengono, con cautela, allargati a 2 mm. Con cautela
poichè è opportuno che inserendovi i collettori questi sforzino
nell'entrare. |
 |
 |
 |
 |
| Si saldano i collettori quindi si gira la spalla e con
la punta da 2 mm si crea uno svaso sui collettori medesimi. Tale svaso
serve ad anticipare leggermente sia la fase di espansione sia quella di
scarico. Non ci resta che mettere il tappo di chiusura del cilindro. Infilando
una punta da 1,5 mm nel gruppo oscillante (piastra d'oscillazione e cilindro)
saremo sicuri che durante la saldatura in tappo non scivoli in basso, si
mantenga nella corretta posizione e non occluda il travaso del cilindro.
I pezzi da saldare (tappo e cilindro) devono essere puliti e senza ossido.
La saldatura sarà così semplicissima. |
 |
Il motore è stato fissato ad un tavolo con un semplice
morsetto e collaudato con l'aria compressa di un apparecchio per aerosol. |
 |
|
